
EN
Sve što trebate znati o alatima za bušenje kamena od volfram karbida
Vijesti iz industrije-Alati za bušenje kamena od volfram karbida okosnica su modernih operacija bušenja u rudarstvu, građevinarstvu, kamenolomima i geotehničkim radovima. Bilo da minirate granit u otvorenom rudniku ili sidrite temelje u tvrdom vapnencu, izvedba vaše bušilice gotovo u potpunosti ovisi o kvaliteti i dizajnu karbidnog alata na reznoj površini. Ovaj vodič raščlanjuje sve što je praktično potrebno znati — od toga kako ovi alati rade do toga kako odabrati pravi i održati ga duljim.
Što volframov karbid čini pravim materijalom za bušenje stijena
Volframov karbid (WC) je kompozitni materijal napravljen sinteriranjem čestica volframovog karbida s metalnim vezivom — najčešće kobaltom. Rezultat je izuzetno tvrd materijal s Vickersovom tvrdoćom u rasponu od 1400 do 1800 HV, što ga čini daleko tvrđim od čelika, a istovremeno zadržava dovoljno žilavosti da apsorbira opetovana udarna opterećenja koja zahtijeva bušenje stijena.
Ono što izdvaja volframov karbid od ostalih tvrdih materijala je njegova kombinacija svojstava. Čista keramika je tvrđa, ali previše krta za udarno bušenje. Alatni čelik je čvršći, ali se prebrzo troši na abrazivnom kamenu. Karbid postiže ravnotežu koju praktično bušenje zahtijeva: otporan je na abrazivno trošenje, dobro podnosi tlačna opterećenja i može se precizno brusiti u specifične geometrije prilagođene različitim vrstama stijena i metodama bušenja.
Sadržaj kobaltnog veziva jedna je od najvažnijih varijabli u formulaciji karbida. Viši postotak kobalta (12-16%) povećava žilavost i otpornost na udar, što ga čini prikladnim za slomljenu ili heterogenu stijenu. Niži sadržaj kobalta (6–8%) daje tvrđi, otporniji na habanje, pogodan za homogene, visoko abrazivne formacije poput kvarcita ili pješčenjaka. Odabir pogrešnog stupnja za vašu formaciju čest je uzrok preranog kvara alata.
Glavne vrste alata za bušenje kamena od volfram karbida
Izraz "alati za bušenje kamena od volfram karbida" pokriva široku obitelj proizvoda. Razumijevanje specifične vrste alata za vašu primjenu prvi je korak prema učinkovitom bušenju.
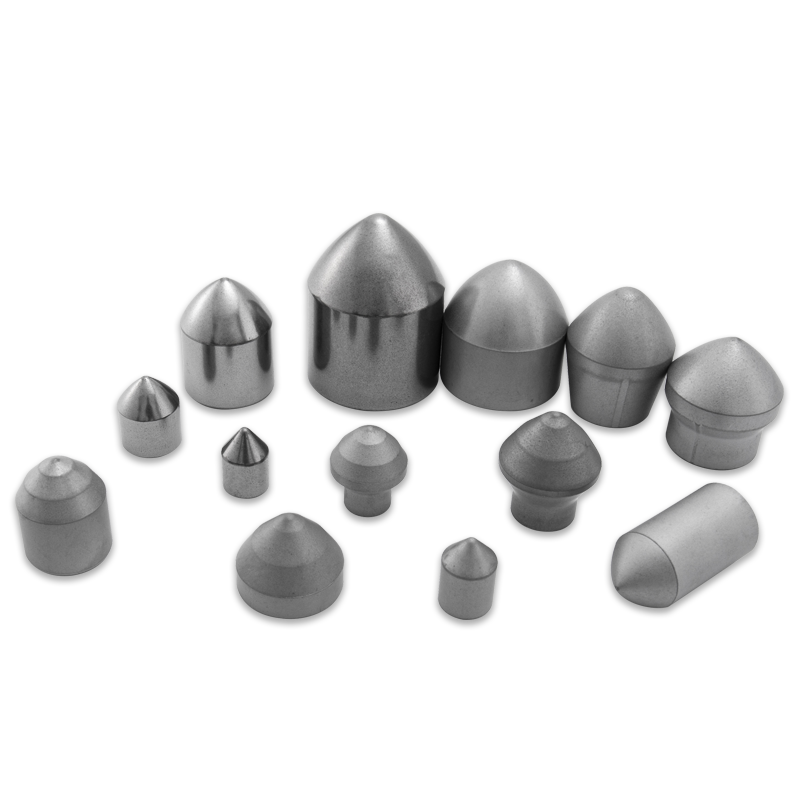
Bitovi gumba
Button nastavci su najrašireniji alat za bušenje od karbida u površinskom i podzemnom rudarenju. Sferični ili balistički oblikovani karbidni umetci utisnuti su u čelično tijelo prema uzorku koji pokriva cijelu površinu svrdla. Button nastavci se koriste u rotacijsko-udarnim sustavima bušenja i dostupni su u ravnim, konveksnim (kupolastim) i konkavnim konfiguracijama, od kojih je svaki prilagođen različitim uvjetima stijene.
- Sferični gumbi: najbolji za tvrde, abrazivne stijene; maksimalna otpornost na habanje.
- Balistički (parabolični) gumbi: Bolja stopa prodiranja u srednje tvrdu stijenu; preporučuje se tamo gdje je ROP prioritet.
- Jajoliki gumbi: Kompromis između balističkih i sfernih, uobičajeni u formacijama mješovite tvrdoće.
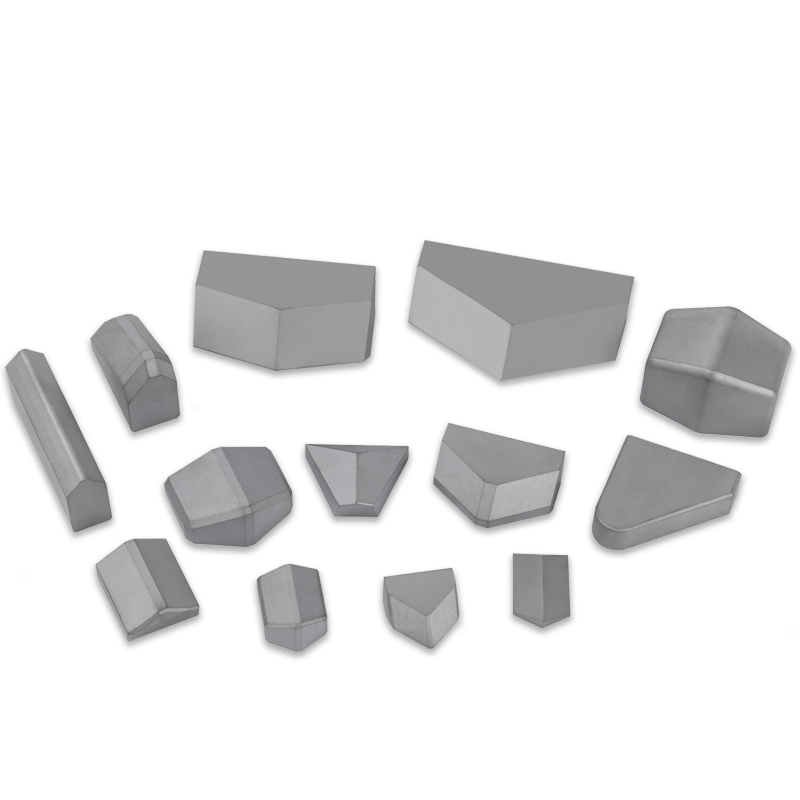
Križni bitovi i X-bitovi
Križna svrdla imaju četiri karbidna krilca raspoređena u križni ili X uzorak zalemljena u čelično tijelo. Uobičajeno se koriste za lagano udarno bušenje, kao što je bušenje s ručkama i drifter bušenje u mekšim do srednje tvrdim stijenama. Križna svrdla jednostavnija su za proizvodnju i ponovno brušenje, što ih čini ekonomičnima za primjene gdje su uvjeti oblikovanja relativno dosljedni. Međutim, troše se brže od dugmadi u visoko abrazivnim formacijama.
Nastavci za dlijeto
Dlijeto koristi jedan karbidni umetak ili lemljenu karbidnu traku u linearnoj konfiguraciji rezanja. Prvenstveno se koriste za ručne udarne bušilice manjeg promjera, bušenje građevinskih sidara i sekundarno lomljenje. Njihova jednostavna geometrija čini ih jeftinima i lakima za oštrenje, iako su ograničeni na mekše stijene i manje promjere rupa.
Trokonusni valjkasti nastavci s karbidnim umecima
U rotacijskom bušenju za velike bušotine i primjenu u nafti i plinu, trokonusna svrdla koriste umetke od volfram karbida utisnute u čelične zube rotirajućih stožaca. Dok se češeri kotrljaju po površini stijene, umetci drobe i lome formaciju. Geometrija umetka kreće se od tupih polukuglastih oblika za tvrde stijene do izduženih oblika dlijeta za meke formacije. Ovo su skupi alati, ali nude izvrsne stope prodiranja u rotacijskim primjenama velikog promjera.
DTH (Down-The-Hole) čekić nastavci
DTH svrdla su specijalizirani tip dugmastih svrdla dizajniranih za korištenje sa sustavima čekića niz rupu, gdje udarni mehanizam putuje niz bušaću kolonu i udara svrdlom izravno u lice stijene. To smanjuje gubitak energije i čini DTH bušenje iznimno učinkovitim za duboke rupe i čvrste stijene. Raspored karbidnih gumba i geometrija lica DTH bitova posebno su dizajnirani za visokofrekventne udare visoke energije prilikom rada čekića.
Kako odabrati pravi alat za bušenje kamena od karbida
Odabir pravog alata za bušenje od volfram karbida uključuje usklađivanje svojstava alata s četiri ključne varijable: vrstom stijene, metodom bušenja, promjerom rupe i radnim uvjetima. Ispravno usklađivanje izravno utječe na brzinu prodiranja, vijek trajanja alata i cijenu po bušenom metru.
| Vrsta stijene | Preporučena vrsta alata | Vrsta karbida |
| Meki (vapnenac, ugljen, škriljevac) | Dlijeto ili križno svrdlo | Visoki sadržaj kobalta (tvrda klasa) |
| Srednji (granit, bazalt) | Bit gumb (balistički umeci) | Srednji kobalt (uravnoteženi stupanj) |
| Tvrdo i abrazivno (kvarcit, rožnjak) | Button bit (kuglasti umeci) ili DTH bit | Nizak sadržaj kobalta (razred otporan na habanje) |
| Slomljena / promjenjiva formacija | Križni nastavak ili robusni gumb | Visoki sadržaj kobalta (otporan na udarce) |
| Duboka rotacijska rupa (veliki promjer) | Trokonusni valjkasti nastavak s karbidnim umetcima | Usklađeno s tvrdoćom formacije |
Osim vrste stijene, razmotrite sustav bušenja koji se koristi. Rotacijsko-udarno bušenje (gornji čekić) ima najbolje rezultate sa standardnim dugmastim svrdlima na dubinama do 30-40 metara. DTH sustavi preuzimaju dužnost za dublje rupe gdje bi prijenos energije kroz duge šipke inače smanjio učinkovitost. Čisto rotacijski sustavi zahtijevaju umetnute ili vučne nastavke ovisno o tlačnoj čvrstoći formacije.

Ključni pokazatelji kvalitete pri ocjeni alata za bušilice od tvrdog metala
Ne sve alati za bušenje kamena od volfram karbida stvoreni su jednaki. Kada se uspoređuju proizvodi različitih proizvođača ili nabavljaju novi alati, ovo su pokazatelji kvalitete koji su najvažniji:
- Veličina zrna karbida: Fino zrnati karbid (submikronski) osigurava veću tvrdoću i otpornost na trošenje. Grublje zrnate strukture poboljšavaju žilavost, ali žrtvuju otpornost na abraziju.
- Tolerancija umetnutog pritiskanja: Za gumbaste nastavke, interferencija između umetka i čeličnog tijela je kritična. Labavo prianjanje uzrokuje gubitak umetka; pretijesno prianjanje uzrokuje pucanje karbida tijekom prešanja.
- Kvaliteta čeličnog tijela: Čelično tijelo bušilice mora biti dovoljno čvrsto da odoli pucanju uslijed zamora pod ponovljenim udarcima. Niskolegirani čelici kaljeni nakon strojne obrade nadmašuju tijela od mekog čelika u radnom vijeku.
- Dosljednost geometrije umetanja: Umetci moraju imati ujednačenu geometriju i površinsku obradu. Nedosljednosti u visini ili položaju gumba stvaraju neravnomjerno opterećenje preko lica i ubrzavaju trošenje izloženih umetaka.
- Dizajn otvora za ispiranje: Adekvatni i dobro pozicionirani kanali za ispiranje na plohi svrdla bitni su za čišćenje otkosa i hlađenje karbida. Blokirani ili premali otvori za ispiranje smanjuju brzinu prodiranja i povećavaju razgradnju karbida uzrokovanu toplinom.
Kako produljiti radni vijek vašeg alata za bušenje od tvrdog metala
Alati za bušenje kamena od volfram karbida predstavljaju značajan dio troškova potrošnog materijala za bušenje. Disciplinirano upravljanje alatom i operativne prakse mogu dramatično produžiti životni vijek i smanjiti trošak po metru.
Ponovno brušenje dugmadi prema rasporedu
Ponovno brušenje gumbastih bitova jedna je od najisplativijih postupaka u upravljanju alatima od tvrdog metala. Kako se gumbi troše, na njihovim vrhovima se razvijaju ravni habani plošci koji smanjuju stopu prodiranja i povećavaju unos energije po bušenom metru. Ponovno brušenje vraća izvorni profil gumba prije nego što istrošene površine postanu prevelike. Praktično pravilo je ponovno brušenje kada promjer istrošene površine dosegne 30–40% promjera gumba. Predugo čekanje znači da se više karbida mora ukloniti po ciklusu ponovnog brušenja, skraćujući ukupan broj ciklusa ponovnog brušenja prije nego što se svrdlo povuče iz upotrebe.
Usklađivanje sile napajanja i energije udara s formacijom
Pokretanje prekomjerne sile dodavanja ili udarnog pritiska u mekoj stijeni čest je uzrok pucanja karbida i gubitka umetka. Karbid je dizajniran za drobljenje stijene pri udaru — ako je prodiranje prebrzo da bi se isplasana krhotina mogla isprati, svrdlo se može povući i koncentrirati stres na pojedinačne umetke. Uskladite pomak, brzinu rotacije i udarnu energiju s tlačnom čvrstoćom formacije. Većina proizvođača bušilica daje preporučene radne parametre za određene klase stijena.
Održavanje odgovarajućeg ispiranja
Nedovoljno ispiranje je odgovorno za značajan udio prijevremenih kvarova karbidnih alata. Opiljci koji nisu evakuirani skupljaju se u dno rupe i uzrokuju ponovno brušenje krhotina kamenja o čelo svrdla, ubrzavajući trošenje. Za ispiranje zrakom održavajte minimalnu brzinu zraka u bušotini od 15–20 m/s. Za ispiranje vodom ili pjenom, osigurajte dovoljan protok za promjer rupe koja se buši. Redovito provjeravajte i čistite otvore za ispiranje na bitovima — čak i djelomična blokada značajno smanjuje učinkovitost ispiranja.
Ispravno skladištenje i rukovanje
Volframov karbid je tvrd, ali nije otporan na oštećenja uslijed udara. Ispuštanje bitova na tvrde površine ili njihovo skladištenje nevezanih u posudama gdje udaraju jedno o drugo uzrokuje lomljenje karbidnih umetaka prije nego što uopće počnu raditi. Spremite bitove okomito u namjenske police ili u zaštićene spremnike s pregradama. Prijevoz do i od čela bušilice u torbama za alat, a ne u kutiji za alat.
Uobičajeni načini kvarova i što vam oni govore
Ispitivanje istrošenih ili pokvarenih alata za bušenje kamena od volfram karbida govori vam mnogo o tome treba li promijeniti odabir alata, postavku bušilice ili radnu praksu. Evo najčešćih obrazaca kvarova i njihovih uzroka:
- Ravnomjerna istrošenost svih gumba: Normalno abrazivno trošenje — alat je pravilno korišten. Nastavite s ponovnim brušenjem.
- Puknuti ili slomljeni gumbi: Obično ukazuje na pretjeranu udarnu energiju za formaciju, pogrešan stupanj karbida (previše krt) ili bušenje u šupljinu ili zonu rasjeda. Razmislite o prelasku na čvršći karbid.
- Gubitak gumba (prazne utičnice): Uzrokovano neadekvatnim utiskivanjem, pucanjem čeličnog utičnice uslijed zamora ili događajima deformacije koji izvlače umetke pod djelovanjem bočne sile. Provjerite ima li na čeličnom tijelu pukotina.
- Neravnomjerno trošenje (gumbi mjerača se troše brže): Uobičajeno kada je rupa prevelika, dopuštajući da se svrdlo pomiče i nesrazmjerno opterećuje gumbe mjerača. Provjerite poravnanje i stanje stabilizatora.
- Provjera topline ili površinsko pucanje na gumbima: Označava toplinski zamor zbog neadekvatnog ispiranja. Karbid se pregrijava, puca zbog brzih promjena temperature. Poboljšajte protok ispiranja i provjerite blokirane priključke.
- Erozija ili ispiranje čeličnog tijela: Sredstvo za ispiranje urezuje se izravno u čelik oko karbidnih umetaka. Uzrokovano recirkulirajućim abrazivnim česticama. Pregledajte položaj otvora za ispiranje i evakuaciju krhotina.
Primjene u industriji gdje su alati za bušenje kamena od karbida ključni
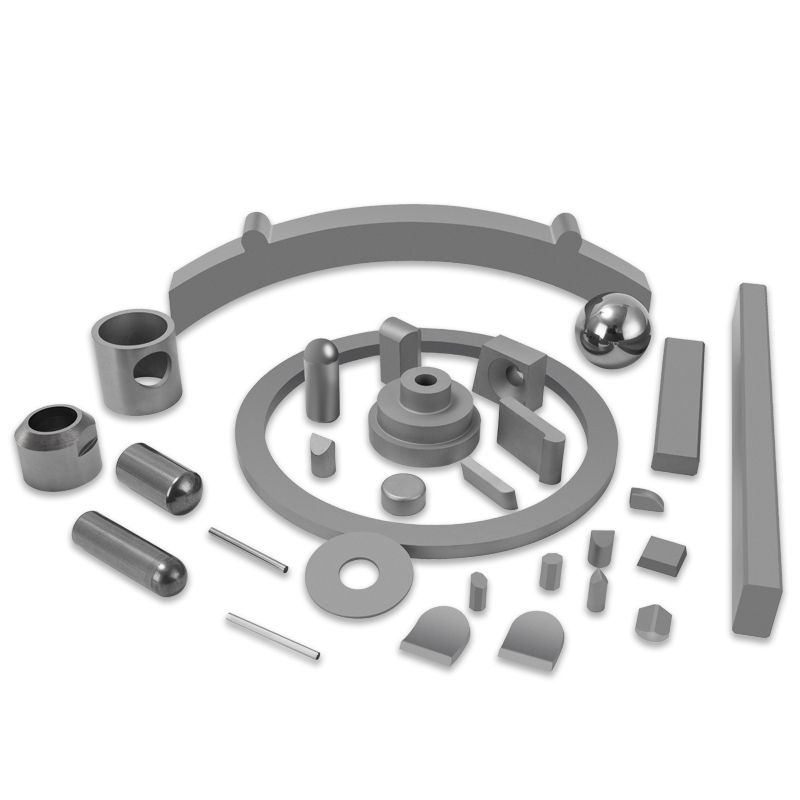
Vrhovi i umetci od volfram karbida koriste se u širokom rasponu industrija, a svaka ima specifične zahtjeve koji utječu na dizajn alata i odabir materijala.
- Površinski kopovi i vađenje kamena: Buttonska svrdla velikog promjera i DTH svrdla koriste se za bušenje rupa miniranjem u otvorenim jamama. Promjeri svrdla obično se kreću od 89 mm do 311 mm, a vijek trajanja alata mjeri se u metrima po bitu, izravno povezan s troškom miniranja po toni.
- Podzemno rudarenje tvrdih stijena: Buttonska svrdla i križna svrdla manjeg promjera koriste se u bušenju za pomicanje, zaustavljanje i proizvodno bušenje. Podzemni uvjeti dodaju složenost — ograničen pristup, ograničena ventilacija i potreba za brzim izmjenama bitova povećavaju vrijednost dugotrajnijeg karbidnog alata.
- Civilna gradnja i izgradnja tunela: Svrdla od tvrdog metala koriste se za ugradnju sidara za stijene, prethodno bušenje i vađenje jezgre ispred čela tunela. Pouzdanost alata posebno je važna u ovim primjenama gdje neočekivani zastoji opreme utječu na rasporede projekta i sigurnost radnika.
- Bušotina za vodu i geotermalna bušenja: DTH udarna svrdla s karbidnim umetcima naširoko se koriste za bušenje vodenih bunara kroz formacije tvrdih stijena. Ove aplikacije zahtijevaju visok izlazni broj po bitu i pouzdane performanse u različitim formacijama bez čestih promjena bitova.
- Istraživanje nafte i plina: Trokonusna svrdla s umetcima od volfram karbida buše tvrde i abrazivne formacije u naftnim i plinskim bušotinama. U ovim je primjenama trošak bita manji čimbenik u usporedbi s troškom vremena postavljanja po danu, što kvalitetu karbidnog umetka i trajnost bita čini najvažnijima.
Što tražiti pri nabavi alata za bušenje stijena od volfram karbida
Globalno tržište alata za bušenje od tvrdog metala kreće se od vrhunskih europskih i sjevernoameričkih proizvođača do širokog spektra azijskih dobavljača. Razlike u cijenama su značajne, ali cijena po izbušenom metru — a ne nabavna cijena — točna je metrika za procjenu vrijednosti alata.
Kada ocjenjujete dobavljače, zatražite certificirane specifikacije kvalitete karbida uključujući veličinu zrna, sadržaj kobalta, tvrdoću (HRA ili HV) i poprečnu čvrstoću na kidanje (TRS). Renomirani proizvođači daju ove vrijednosti i mogu preporučiti specifične ocjene za vašu formaciju. Zatražite podatke o ispitivanju na terenu ili reference iz operacija u sličnim geološkim uvjetima. Svrdlo koje košta 20% više, ali buši 50% više metara po svrdlu daje jasnu vrijednost — ali potrebni su vam podaci da potvrdite tu tvrdnju prije nego što se povežete s dobavljačem.
Također uzmite u obzir podršku nakon prodaje: dostupnost usluga ili opreme za ponovno brušenje, rokove isporuke za zamjenski alat i tehničku podršku za otklanjanje kvarova. Operacije na udaljenim lokacijama posebno imaju koristi od dobavljača s regionalnim zalihama i brzom logistikom, budući da zastoji bušilice čekajući alate mogu koštati mnogo više od bilo koje uštede na cijeni bitova.
Naši proizvodi //
Srodni proizvodi



Ako ste zainteresirani za naše proizvode, obratite nam se
