
EN
Umetci od volfram karbida za strojeve za bušenje tunela: što su i zašto su važni
Vijesti iz industrije-Uloga pločica od volfram karbida u bušenju tunela
Umetci od volfram karbida za strojeve za bušenje tunela primarni su rezni elementi odgovorni za lomljenje, struganje i rastavljanje stijena i formacija tla na strani tunela. Svaki metar napredovanja tunela u uvjetima tvrdog ili mješovitog tla ovisi o sposobnosti ovih pločica da zadrže svoju geometriju rezanja, odupru se abrazivnom trošenju i apsorbiraju golem udar i tlačne sile koje nastaju kada rotirajuća glava rezača zahvati stijenu na dubini. Bez ispravno specificiranih i održavanih karbidnih pločica, stope prodiranja naglo padaju, potrošnja glodala raste, a ekonomičnost cijelog projekta tuneliranja brzo se pogoršava.
Sami umetci su kompaktne komponente - obično u rasponu od nekoliko milimetara do nekoliko centimetara u svojim kritičnim dimenzijama - ali su projektirani na iznimno visokoj razini preciznosti. Klasa volframovog karbida, sadržaj veziva, veličina zrna, geometrija pločice i lemljenje ili sustav montiranja pritiskom su sve varijable koje proizvođač pločice optimizira za specifičnu primjenu rezanja. Specifikacija karbidnog umetka koja se dobro ponaša u vapnencu će se prerano istrošiti ili slomiti u granitu ili kvarcitu, i obrnuto. Razumijevanje zašto je to tako - i kako napraviti pravi izbor specifikacije - praktično je znanje koje razdvaja učinkovitu nabavu TBM alata od skupih pokušaja i pogrešaka na terenu.
Što je volframov karbid i zašto se koristi u TBM alatima za rezanje
Volframov karbid (WC) je kemijski spoj volframa i ugljika koji je, u svom čistom sinteriranom obliku, jedan od najtvrđih dostupnih inženjerskih materijala — odmah iza dijamanta i kubičnog borovog nitrida među komercijalno praktičnim materijalima alata za rezanje. U proizvodima od cementnog karbida koji se koriste za TBM umetke, zrna volfram karbida povezana su metalnim vezivom - gotovo univerzalno kobaltom (Co), iako se veziva od nikla i nikla i kroma koriste u određenim klasama otpornim na koroziju - kroz proces metalurgije praha koji uključuje prešanje i sinteriranje u tekućoj fazi na temperaturama iznad 1300°C.
Rezultat je kompozitni materijal u kojem tvrda WC zrna pružaju ekstremnu tvrdoću i otpornost na trošenje, dok kobaltna vezivna matrica pruža žilavost i otpornost na lom pod udarom. Kritičan uvid je da tvrdoća i žilavost postoje u napetosti u cementnom karbidu - povećanje jedne općenito dolazi na račun druge. Vrste s niskim sadržajem kobalta i finom veličinom zrna tvrđe su i otpornije na habanje, ali lomljivije; vrste s višim sadržajem kobalta i grubljom veličinom zrna su čvršće i otpornije na udarce, ali se brže troše u abrazivnim uvjetima. Odabir pravog stupnja za TBM karbidnu pločicu znači pronalaženje optimalnog položaja u odnosu između tvrdoće i žilavosti za određenu vrstu stijene, abrazivnost formacije i uključeni mehanizam rezanja.
Posebno za TBM aplikacije, cementni karbid nadmašuje sve praktične alternative. Čeličnim vrhovima nedostaje tvrdoća da se odupru abrazivnom trošenju stijena pri prihvatljivim stopama prodiranja. Keramika nudi konkurentnu tvrdoću, ali nedovoljnu otpornost na lom da preživi udarno opterećenje na licu tunela. Alati s dijamantnim vrhom koriste se u posebnim visokovrijednim primjenama, ali su nepraktični za količinu reznih elemenata potrebnih za punu TBM reznu glavu. Kombinacija tvrdoće, žilavosti, toplinske stabilnosti i obradivosti u industrijskim razmjerima cementnog karbida čini ga standardnim rješenjem za rezne umetke od tvrdog kamena i miješanog brušenja TBM u cijeloj globalnoj industriji tuneliranja.
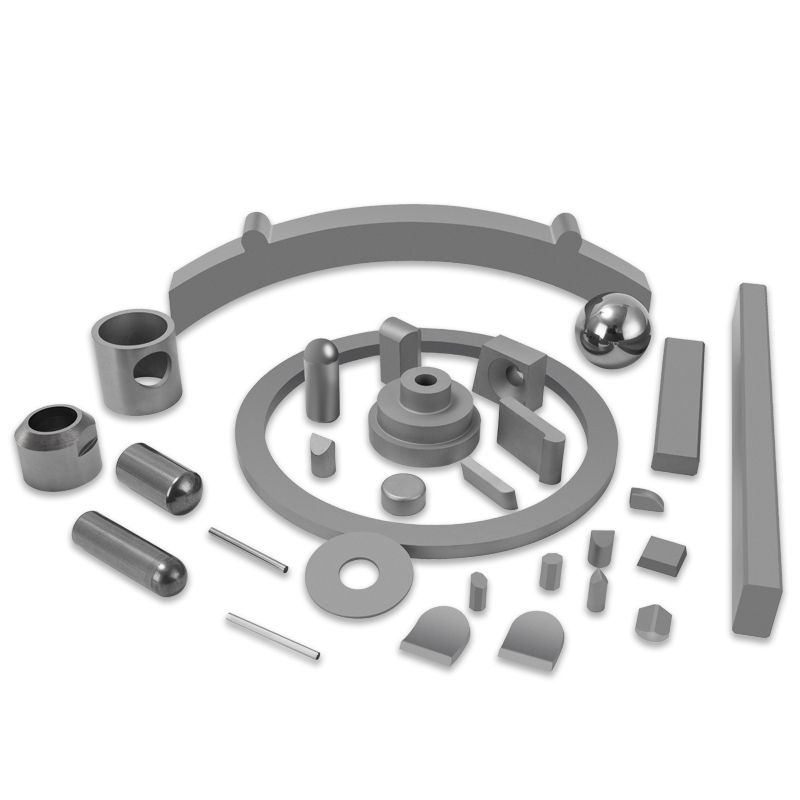
Vrste karbidnih pločica TBM i njihove funkcije
Ne obavljaju sve pločice od volfram karbida na TBM reznoj glavi istu funkciju. Glava rezača složen je sklop različitih vrsta alata, od kojih je svaki postavljen za obavljanje određenog zadatka u procesu razbijanja stijena i uklanjanja materijala. Razumijevanje razlika između ovih tipova pločica ključno je za određivanje odgovarajućeg stupnja tvrdog metala i geometrije za svaki položaj.
Umetci za rezanje diskova
Pločasti rezači su primarni alati za rezanje na tvrdim kamenim TBM-ovima. Rezač s diskom sastoji se od čeličnog prstena — diska — postavljenog na sklop glavčine koji mu omogućuje slobodnu rotaciju dok se glava rezača okreće. Rub diska dolazi u dodir s licem stijene i stvara vlačne lomove kroz mehanizam udubljenja kotrljanja, a ne izravnog rezanja. Umetci od volfram karbida u aplikacijama za rezanje diskova obično su ugrađeni u rub prstena diska ili se koriste kao materijal kontaktnog ruba u dizajnu kompozitnih diskova. Ovi se umeci moraju oduprijeti visokim tlačnim naprezanjima na kontaktnoj točki stijene, opterećenju zamora uslijed ponovljenih ciklusa udara i abrazivnom trošenju od tvrdih minerala — osobito kvarca — u matrici stijene. Klase sa srednjim udjelom kobalta (8–12% Co) i finom do srednjom veličinom zrna obično se specificiraju za umetke za diskove u tvrdim stijenama.
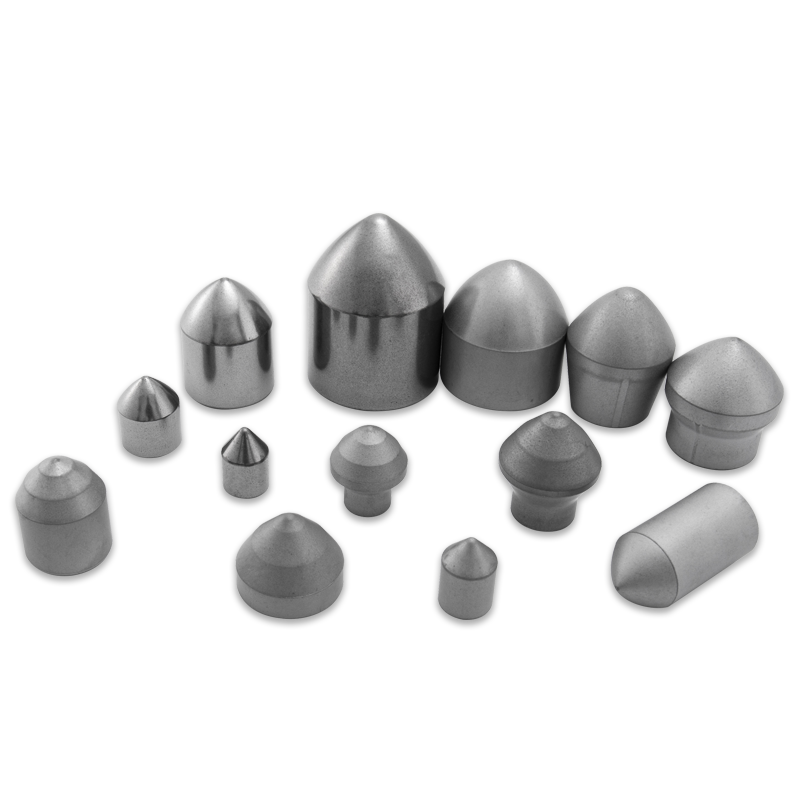
Umetci za gumbe i klinove za alate za povlačenje
U uvjetima mekog do srednje tvrdog tla i mješovitih površina, TBM-ovi koriste alate za povlačenje — pijuke, strugače i rezače — opremljene gumbima od volfram karbida ili umetcima s klinovima koji zahvaćaju formaciju u akciju struganja ili smicanja. Gumbasti umeci su poluloptasti ili karbidni oblici balističkog profila utisnuti u čelično tijelo alata; umetci s vijcima su cilindrični držaci s kaljenim vrhom, također utisnuti ili zalemljeni u pripremljena ležišta. Ovi umetci doživljavaju manja tlačna opterećenja nego umetci za rezanje diskova, ali su podvrgnuti većim bočnim silama smicanja i promjenjivijim utjecajima miješanih dodira stijene i tla. Vrste s višim sadržajem kobalta (12-16% Co) i krupnijom veličinom zrna osiguravaju žilavost potrebnu za otpornost na lom pod ovim uvjetima opterećenja, po cijenu neke otpornosti na habanje u odnosu na tvrđe vrste s niskim sadržajem kobalta.
Umetci za rezanje mjerača i mjerila
Rezači za mjerenje postavljeni su na vanjskom obodu glave rezača TBM i režu profil tunela na željeni promjer. Oni doživljavaju kombinaciju najvećih brzina rezanja — jer putuju najvećim obodnim putem po rotaciji — i značajnog udarnog opterećenja od nepravilnosti profila i mješovitih uvjeta tla na granici tunela. Gumene rezne pločice podložne su nekim od najtežih uvjeta trošenja na glavi rezača, zbog čega se često specificiraju u čvršćim kvalitetama ili s većim dimenzijama pločica koje daju više tvrdog metala kako bi se oduprlo trošenju prije nego što pločicu treba zamijeniti.
Bucketwheel i umeci vrha žbice
Na EPB (Earth Pressure Balance) i TBM-ovima sa gnojnicom koji rade u uvjetima mekog tla ili mješovite površine, žbice glave rezača i otvori kotača opremljeni su habajućim elementima s vrhom od karbida koji štite čeličnu strukturu od abrazivnog trošenja dok se olabavljeni materijal skuplja u stroj. Ovi umetci za zaštitu od habanja općenito su specificirani u stupnjevima visoke žilavosti koji su otporni na udare krhotina stijena i tvrdih inkluzija u struji blata, dajući prednost strukturnom integritetu nad oštrinom oštrice.
Odabir kvalitete karbida prema vrsti stijene i abrazivnosti
Geološki uvjeti na licu tunela primarni su pokretač odabira kvalitete karbidnih pločica. Abrazivnost stijena — kvantificirana putem standardiziranih testova kao što su Cercharov indeks abrazivnosti (CAI) i LCPC abrasimetarski test — izravno predviđa brzinu kojom će se karbidni umetci istrošiti i vjerojatnost katastrofalnog loma pod udarnim opterećenjem. Usklađivanje stupnja pločice s abrazivnošću stijene najvažnija je pojedinačna odluka u specifikaciji TBM karbidnih pločica.
| Vrsta stijene | Tipični CAI raspon | Preporučeni sadržaj Co | Veličina zrna | Primarni mehanizam trošenja |
| Vapnenac / Mramor | 0,1–0,5 | 10-14% | srednje | Niska abrazija; udar iz ravnina loma |
| pješčenjaka | 0,5–2,5 | 8–12% | Fino do srednje | Umjerena abrazija od zrna kvarca |
| granit | 2,0–4,5 | 6–10% | u redu | Visoka abrazija; pucanje od zamora |
| Kvarcit | 3,5–6,0 | 6–9% | Ultrafino do fino | Teška abrazija; mikročipiranje |
| Bazalt / dolerit | 1,5–3,5 | 8–12% | Fino do srednje | Abrazija i udar od tvrdih inkluzija |
| Mješovito lice / Glacial till | Varijabilna | 12–16% | srednje to coarse | Udarni lom od kaldrme; promjenjiva abrazija |
CAI prag od približno 2,0 praktična je točka odluke pri odabiru kvalitete karbida. Ispod ove vrijednosti, stupnjevi s višim sadržajem kobalta sa srednjom veličinom zrna daju dobru ravnotežu žilavosti i otpornosti na trošenje. Iznad CAI 2.0, stopa abrazivnog trošenja klasa s višim sadržajem kobalta postaje neekonomična, a specifikacija bi se trebala pomaknuti prema nižim sadržajem kobalta, finijim stupnjevima zrna koji zadržavaju tvrdoću po cijenu neke žilavosti. U formacijama iznad CAI 4.0 — ekstremni kvarcit i neki abrazivni konglomerati — čak se i vrhunski finozrnati niskokobaltni stupnjevi brzo troše, a učestalost zamjene umetaka postaje faktor planiranja projekta, a ne trošak koji se može izbjeći.
Geometrija pločice i njezin učinak na učinak rezanja
Geometrija TBM umetka od volfram karbida - njegov oblik profila, kut vrha i dimenzionalne proporcije - određuje kako se zahvaća s licem stijene, kako raspoređuje naprezanje unutar karbidnog tijela i kako se njegova izvedba razvija s trošenjem umetka. Optimizacija geometrije jednako je važna kao i odabir kvalitete za maksimiziranje vijeka trajanja pločice i učinkovitosti rezanja.
Polukuglasti umeci s gumbima
Hemisferni profil je najčešća geometrija za umetke s alatom za povlačenje u mekom do srednje tvrdom tlu. Zaobljeni vrh ravnomjerno raspoređuje kontaktni stres preko velike površine, smanjujući vršne koncentracije stresa koji bi uzrokovali lom u oštrijem profilu. Kako se hemisfera troši, njezina se geometrija postupno razvija — djelomično istrošena hemisfera još uvijek je funkcionalan rezni profil, što znači da umetak nastavlja raditi kroz značajan dio svog volumena prije nego što je potrebna zamjena. Glavno ograničenje hemisferičnog profila u tvrdoj stijeni je to što zahtijeva veće sile prodiranja da bi se postigla ista dubina udubljenja u usporedbi s oštrijim profilima, što smanjuje učinkovitost rezanja u formacijama gdje je sila prodiranja ograničavajući faktor.
Balistički i konusni profili
Balistički umetci imaju uglati profil vrha — zaobljeni na vrhu, ali prelaze u više cilindrično tijelo pod strmijim kutom od polukugle. Ova geometrija koncentrira kontaktni stres učinkovitije od hemisfere, poboljšavajući prodiranje u tvrđu stijenu pri istoj primijenjenoj sili, ali je podložnija lomu ako se udari bočno ili se koristi u formacijama s tvrdim inkluzijama. Konusni umeci s definiranim kutom vrha dodatno povećavaju prednost učinkovitosti prodiranja, ali su od standardnih profila najskloniji lomovima. Konusni i balistički TBM karbidni umetci obično se specificiraju za formacije gdje je učinkovitost rezanja prioritet, a udarno opterećenje predvidljivo i upravljivo.
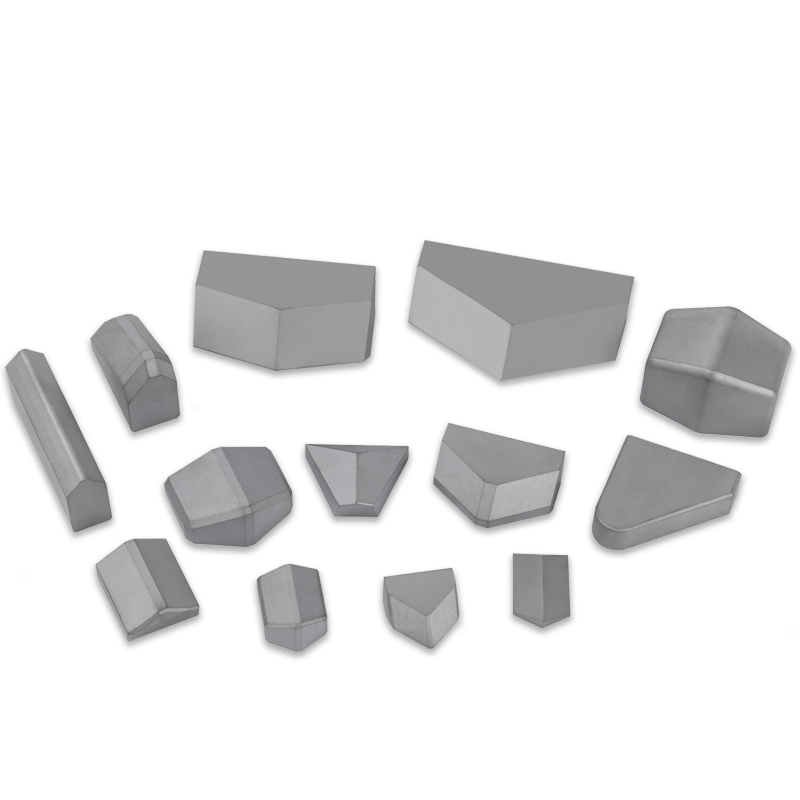
Dlijeto i klinasti profili
Profilni umetci dlijeta predstavljaju linearnu oštricu, a ne točkasti kontakt s licem stijene. Ova je geometrija učinkovita za rezanje i struganje mekih do srednjih formacija i obično se koristi u položajima glodala i profilnih rezača gdje je potrebna definirana geometrija reza. Rub dlijeta se brzo istroši u ravni pod abrazivnim uvjetima, prebacujući rezni mehanizam sa smicanja na oranje — značajna promjena performansi koja povećava potrebnu silu rezanja i stvara više topline na površini umetka. Praćenje istrošenosti umetka s dlijetom i zamjena na ili prije praga ravnog istrošenosti stoga je vremenski kritičnije nego kod geometrija gumbastog umetka.

Mehanizmi trošenja i kako ih prepoznati
Identificiranje specifičnog mehanizma trošenja koji utječe na TBM karbidne pločice na terenu početna je točka za dijagnosticiranje je li trenutna specifikacija pločice prikladna za uvjete tla i hoće li intervencije — promjena nagiba, promjena geometrije, podešavanje radnih parametara — vjerojatno poboljšati performanse. Glavni načini trošenja razlikuju se po izgledu i imaju različite temeljne uzroke.
- Abrazivno trošenje (ravno trošenje): Progresivno uklanjanje karbidnog materijala s površine vrha pločice tvrdim mineralnim zrncima u stijeni, stvarajući glatku ravnu ili fasetiranu pohabanu površinu. Ovo je očekivani način trošenja u abrazivnim formacijama i ukazuje na to da umetak troši volumen karbida brzinom određenom abrazivnošću stijene i tvrdoćom stupnja karbida. Ako je ravnomjerna stopa trošenja viša od očekivane, razmislite o prelasku na niži stupanj kobalta, finijeg zrna — ali osigurajte da žilavost ostane dovoljna za prisutne uvjete udara.
- Okrhnuće i mikrofraktura: Male frakture karbidnog vrha, vidljive kao nepravilni lomovi rubova ili rupičasta tekstura površine. Krhotine obično ukazuju na to da je trenutni stupanj pretvrd i krhak za prisutne uvjete udara — karbid se lomi prije nego što se vezivo može deformirati i apsorbirati energiju udara. Ovaj način trošenja je uobičajen kada stupanj niske razine kobalta specificiran za abrazivne uvjete naiđe na neočekivane tvrde uključke ili zone loma. Rješenje je obično povećanje sadržaja kobalta ili veličine zrna kako bi se poboljšala žilavost.
- Veliki prijelom: Katastrofalni lom tijela umetka, gubitak značajnog dijela ili cijelog umetka iznad držača za montažu. Ovaj način kvara ukazuje na ozbiljno preopterećenje — obično od udara neočekivano tvrdih gromada, iznenadnih promjena u čvrstoći formacije ili neispravne montaže umetka koji stvara koncentraciju naprezanja na bazi umetka. Veliki lom odmah uništava umetak i može oštetiti tijelo alata, što ga čini skupim načinom kvara koji treba izbjegavati.
- Toplinsko pucanje: Mreža površinskih pukotina koje se šire od vrha umetka, ponekad se nazivaju "toplinska provjera". To se događa kada toplina trenja na reznoj površini uzrokuje brzi toplinski ciklus koji premašuje otpornost karbida na toplinski zamor. Toplinsko pucanje je češće u uvjetima suhog rezanja — što ukazuje na neadekvatan dovod vode za hlađenje na površinu alata — ili kada je stopa prodiranja vrlo visoka, stvarajući trajnu toplinu trenja. Poboljšanje opskrbe rashladnom vodom i preispitivanje parametara rezanja primarni su odgovori na toplinsko pucanje.
- Ispiranje kobaltnog veziva: U kiseloj podzemnoj vodi ili kemijski agresivnim porastim tekućinama, kobaltno vezivo u karbidnoj matrici može se selektivno otopiti, ostavljajući oslabljen karbidni kostur koji je vrlo osjetljiv na lomove. Ovaj način kvara prepoznaje se po poroznoj, sivoj površinskoj teksturi na umetku i potvrđuje se kemijskom analizom podzemne vode. Vrste karbida vezanih niklom ili niklom i kromom nude značajno bolju otpornost na koroziju u kiselim uvjetima i treba ih navesti kada je ispiranje veziva poznat ili se sumnja da je rizik.
Praksa ugradnje, pregleda i zamjene
Na performanse umetaka od volfram karbida u radu značajno utječu kvaliteta ugradnje, učestalost i strogost pregleda tijekom probijanja tunela i kriteriji koji se koriste za pokretanje zamjene. Loša praksa u bilo kojem od ovih područja smanjuje životni vijek pločice i povećava troškove alata po metru, bez obzira na to koliko je kvalitet karbida specificiran.
Zahtjevi za instalaciju
Gumbasti umeci za prešanje moraju biti ugrađeni s ispravnim interferencijskim pristajanjem između drške umetka i pripremljenog sjedišta u tijelu alata. Premalo smetnji omogućuje rotiranje ili labavljenje umetka pod silama rezanja, ubrzavajući trošenje i na kraju dovodeći do gubitka umetka; previše smetnji stvara vlačni obruč u dršci od tvrdog metala pri ugradnji, što može inicirati pukotine koje se šire do loma tijekom rada. Proizvođači specificiraju potrebno interferentno pristajanje za svaki promjer umetka i kombinaciju materijala tijela — ove specifikacije treba se točno pridržavati, s dimenzijama sjedala koje treba provjeriti mjerenjem mjerača prije ugradnje. Lemljeni umeci zahtijevaju pravilan odabir legure za lemljenje, primjenu topitelja i kontrolu debljine spoja za lemljenje kako bi se postigla čvrstoća spoja potrebna za otpornost na sile rezanja bez pucanja karbida u blizini površine za lemljenje.
Protokoli inspekcije tijekom rada
Intervali pregleda TBM glave rezača variraju ovisno o uvjetima tla i projektnim zahtjevima, ali obično se događaju svakih 300–600 metara napredovanja u srednje tvrdom tlu i češće u visoko abrazivnim formacijama. Tijekom svake inspekcije, svaki položaj umetka treba vizualno ispitati na gore opisane načine trošenja, a dubinu istrošenosti umetka treba izmjeriti na reprezentativnim pozicijama pomoću dubinomjera. Karte istrošenosti uložaka — bilježenje istrošenosti na svakoj poziciji na glavi rezača tijekom uzastopnih intervala pregleda — omogućuju identifikaciju pozicija s nenormalno visokim stopama istrošenosti koje mogu ukazivati na lokalizirane promjene formacije, probleme s dovodom vode za hlađenje ili neravnotežu rotacije glave rezača koja zahtijeva ispitivanje.
Kriteriji zamjene
Umetke treba zamijeniti prije nego što se istroše do točke u kojoj čelično tijelo alata počne dodirivati površinu stijene — u tom trenutku se tijelo alata brzo troši i trošak zamjene tijela alata daleko premašuje uštedu od maksimiziranja vremena rada umetka. Tipični kriteriji zamjene za gumbaste umetke određuju maksimalni ravni promjer istrošenosti od 60-70% izvornog promjera umetka, iznad kojeg se stopa trošenja nelinearno ubrzava i rizik od velikog loma značajno raste. Za disk rezače, istrošenost prstena prati se mjerenjem smanjenja promjera prstena u odnosu na izvornu specifikaciju, pri čemu se zamjena obično pokreće pri granici trošenja od smanjenja promjera od 5-10 mm, ovisno o dizajnu prstena.
Ključni čimbenici pri nabavi TBM karbidnih pločica
Nabava umetaka od volfram karbida za strojeve za bušenje tunela uključuje tehnička, komercijalna i logistička razmatranja koja su specifična za okruženje podzemne gradnje. Posljedice navođenja pogrešnog proizvoda ili ponestajanja zaliha usred vožnje dovoljno su ozbiljne da odluka o izboru izvora bude znatno posljedičnija nego kod većine kupnji industrijskog potrošnog materijala.
- Zatražite certifikate materijala i tablice s podacima o ocjeni. Svaki ugledni dobavljač karbidnih pločica trebao bi osigurati certifikate o ispitivanju materijala koji potvrđuju tvrdoću (HRA ili HV30), poprečnu čvrstoću na kidanje, gustoću i sadržaj kobalta za svaku proizvodnu seriju. Provjerite odgovara li isporučeni stupanj specifikaciji i održava li se konzistentnost od serije do serije — varijacije u stupnju između serija poznati su problem kvalitete kod nekih proizvođača koji rade na kraju robe na tržištu.
- Potvrdite tolerancije dimenzija prema specifikacijama tijela alata. Tolerancije promjera drške umetka za primjene utiskivanja obično su navedene u rasponu od ±0,01–0,02 mm. Zatražite izvješća o inspekciji dimenzija koja potvrđuju da isporučeni umetci zadovoljavaju specificirani raspon tolerancije — umetci koji su izvan tolerancije ne mogu se vizualno otkriti i uzrokovat će probleme pri instalaciji ili preuranjeni kvar u radu.
- Održavajte odgovarajuće sigurnosne zalihe tijekom trajanja projekta. TBM pogoni u abrazivnom tlu brzo troše umetke — stope potrošnje od nekoliko stotina umetaka tjedno nisu neuobičajene u visoko abrazivnim pogonima od granita ili kvarcita. Uspostavite prognozu potrošnje na temelju očekivane abrazivnosti formacije, planiranih stopa prodiranja i dizajna glave rezača te sigurnosne zalihe veličine za pokrivanje najmanje četiri do šest tjedana predviđene potrošnje na gradilištu. Prekidi u lancu opskrbe tijekom aktivnog TBM pogona imaju izravan i neposredan utjecaj na raspored projekta.
- Razmotrite ukupne troškove vlasništva, a ne jediničnu cijenu. Umetak od tvrdog metala koji košta 20% više, ali traje 50% dulje u određenoj formaciji smanjuje trošak alata po metru napredovanja za približno 25% dok također smanjuje troškove rada inspekcije i zamjenskih intervencija. Ocjenjivanje dobavljača umetaka na temelju podataka o izvedbi cijene po metru iz usporedivih projekata, a ne same jedinične cijene, dosljedno daje bolje rezultate projekta i pristup je koji koriste iskusni TBM izvođači diljem svijeta.
- Angažirajte tehničku podršku dobavljača za nove ili izazovne formacije. Kada geologija projekta uključuje formacije izvan standardnih kategorija tvrdih stijena ili mekih tla — visoko razlomljene stijene, kemijski agresivne podzemne vode, ekstremna abrazivnost ili mješovita površina s velikim stijenama — surađujte s tehničkim timom dobavljača umetka kako biste razvili i potvrdili specifikaciju umetaka prije početka vožnje. Trošak tehničkog pregleda prije projekta zanemariv je u usporedbi s troškom otkrivanja neadekvatnih specifikacija zbog preranog kvara umetka tijekom vožnje uživo.
Naši proizvodi //
Srodni proizvodi



Ako ste zainteresirani za naše proizvode, obratite nam se
