
EN
Alati za glodanje cesta od volfram karbida: što su, kako rade i kako ih najbolje iskoristiti
Vijesti iz industrije-Što su alati za glodanje od volfram karbida i zašto su važni
Alati za glodanje cesta od volfram-karbida — koji se također obično nazivaju pijucima za glodanje od karbida, svrdlima za blanju, zubima za hladno glodanje ili glodalicama za pločnike — pojedinačni su rezni elementi montirani na rotirajući bubanj stroja za glodanje. Kada glodalica za ceste prijeđe preko asfaltne ili betonske površine kolnika, ovi mali, ali izuzetno tvrdi alati s karbidnim vrhom obavljaju stvarni posao lomljenja, rezanja i uklanjanja materijala kolnika. Svaki je alat precizno konstruirana komponenta koja se sastoji od čeličnog tijela, držača ili sklopa bloka od kaljenog čelika i vrha od volfram karbida zalemljenog ili pritisnutog na rezni kraj. Vrh od volfram karbida je poslovni dio alata — on je u izravnom kontaktu s pločnikom i mora izdržati kombinirana naprezanja od udara, abrazije, kompresije i topline koja se stvara tijekom glodanja pri brzinama rotacije bubnja koje mogu premašiti 100 okretaja u minuti.
Razlog zašto je volfram karbid izbor materijala za vrhove alata za glodanje cesta je njegova izvanredna kombinacija tvrdoće i otpornosti na trošenje. S ocjenom tvrdoće od približno 9,5 na Mohsovoj ljestvici — odmah nakon dijamanta — i tlačnom čvrstoćom koja daleko premašuje brzorezni čelik ili druge alatne materijale, volfram karbid zadržava svoju reznu geometriju daleko dulje od alternativnih materijala kada je podvrgnut ekstremnim abrazivnim uvjetima glodanja kolnika. To se izravno prevodi u manju učestalost zamjene alata, smanjeno vrijeme zastoja stroja, bolju dosljednost kvalitete rezanja tijekom radnog vijeka alata i na kraju nižu ukupnu cijenu po kvadratnom metru izbrušene površine. U poslovima obnove cesta i održavanja kolnika gdje je potrošnja alata jedan od najznačajnijih varijabilnih operativnih troškova, kvaliteta i specifikacija alata za glodanje od volfram karbida ima mjerljiv utjecaj na profitabilnost projekta.
Anatomija trzalice od volfram karbida za glodanje
Razumijevanje strukture alata za glodanje od tvrdog metala pomaže u objašnjenju zašto različiti dizajni imaju različitu izvedbu u različitim uvjetima kolnika i zašto je usklađivanje specifikacije alata s primjenom toliko važno za postizanje optimalnih performansi i vijeka trajanja alata.
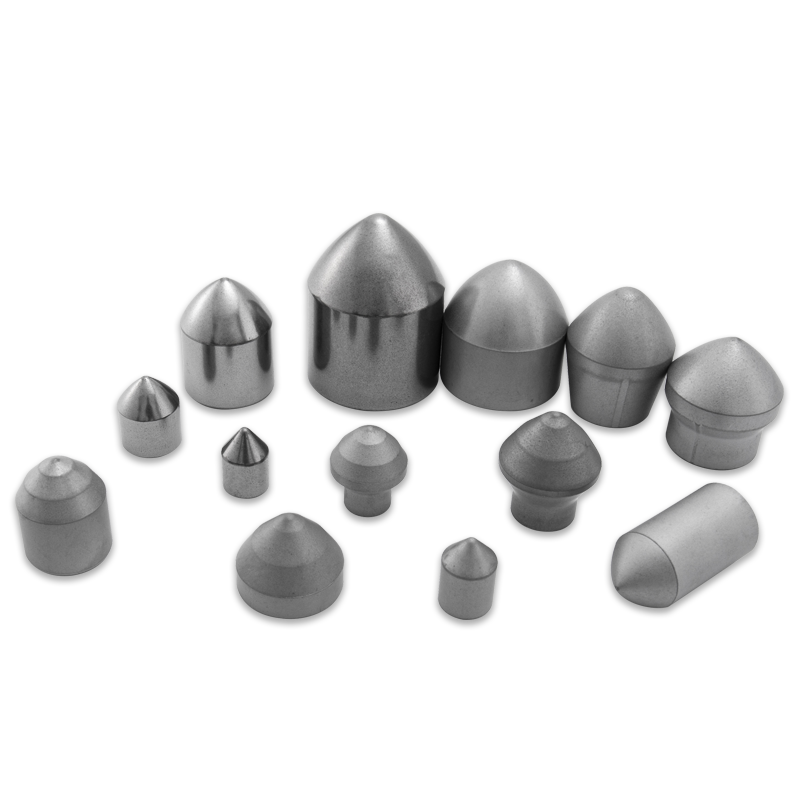
Vrh od volfram karbida
Vrh od tvrdog metala je tehnički najkritičnija komponenta alata za glodanje cesta. Proizveden je od cementiranog volfram karbida — kompozitnog materijala proizvedenog sinteriranjem praha volfram karbida s metalnim vezivom, najčešće kobaltom, na vrlo visokim temperaturama i pritiscima. Svojstva gotovog karbidnog vrha određena su veličinom zrna praha volfram karbida, sadržajem kobaltnog veziva i uvjetima sinteriranja. Finozrnati karbidi s nižim sadržajem kobalta (6–8%) daju maksimalnu tvrdoću i otpornost na habanje, što ih čini prikladnim za primjene s visokom abrazivnošću kao što je glodanje tvrdog agregata ili betonskih kolnika. Vrste grubljeg zrna s višim sadržajem kobalta (10–12%) žrtvuju nešto tvrdoće za poboljšanu žilavost i otpornost na udarce, što ih čini prikladnijima za primjene glodanja koje uključuju udarna opterećenja, kao što je rad na jako napuknutom ili nepravilnom kolniku gdje je alat izložen povremenim jakim udarcima. Geometrija vrha - njegov konusni kut, polumjer vrha i ukupni oblik - utječe na to koliko učinkovito prodire u kolnik i kako se sile rezanja raspoređuju kroz tijelo alata tijekom glodanja.
Tijelo i drška alata
Čelično tijelo alata prenosi sile rezanja s karbidnog vrha na držač alata i sklop bubnja. Obično se proizvodi od legiranog čelika srednjeg udjela ugljika koji je toplinski obrađen kako bi se osigurala pažljivo uravnotežena kombinacija površinske tvrdoće — kako bi se oduprlo abrazivnom trošenju od materijala kolnika koji teče pored tijela tijekom rezanja — i žilavosti jezgre za apsorbiranje udarnih opterećenja bez lomljenja. Promjer drške je standardizirana dimenzija koja mora odgovarati provrtu držača alata u koji se umeće. Najčešći promjer drške za alate za glodanje cesta je 22 mm, iako se drške od 25 mm i 30 mm koriste na teškim strojevima i posebnim konfiguracijama bubnja. Tvrdo navareni prsten koji štiti od habanja često se postavlja oko baze karbidnog vrha na vrhunskim dizajnima alata kako bi se zaštitilo čelično tijelo u zoni visokog trošenja odmah iza vrha, produžujući radni vijek tijela i smanjujući učestalost zamjene cijelog alata čak i kada je karbidni vrh još uvijek upotrebljiv.
Držač alata i sustav blokova
Alati za glodanje cesta nisu zavareni izravno na bubanj. Umetnuti su u držače alata — koji se nazivaju i držači blokova ili osnovni blokovi — koji su zavareni na površinu bubnja u određenom uzorku. Držač alata služi dvije ključne funkcije: osigurava precizno kutno pozicioniranje alata u odnosu na površinu bubnja što određuje geometriju rezanja i protok materijala, i omogućuje brzu zamjenu alata na terenu bez potrebe za zavarivanjem ili strojnom obradom samog bubnja. Sučelje između alata i držača koristi sustav zadržavanja opruge — obično uskočni prsten ili opružnu kopču oko drške alata — koji čvrsto drži alat tijekom rada, a istovremeno dopušta da se izbaci udarcem i zamijeni za nekoliko sekundi kada se istroši. Samo tijelo držača je habajući predmet koji se također mora nadzirati i povremeno mijenjati, budući da pretjerano trošenje držača uzrokuje neusklađenost alata što ubrzava oštećenje karbidnog vrha i smanjuje kvalitetu glodanja.
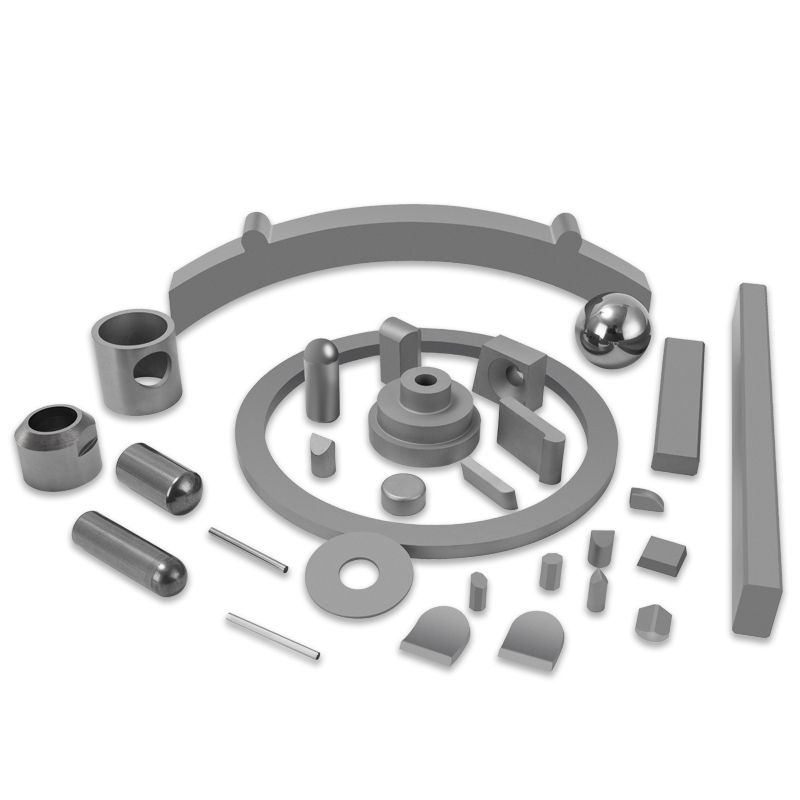
Kako su alati za glodanje od tvrdog metala raspoređeni na bubnju i zašto je to važno
Obrazac u kojem alati za glodanje cesta od volfram karbida postavljeni na bubanj — njihov razmak, kutna orijentacija i konfiguracija reda — jednako su važni kao i sami alati u određivanju performansi glodanja. Konfiguracija bubnja projektirana je tako da uravnoteži nekoliko konkurentskih zahtjeva: učinkovitost rezanja, kvalitetu teksture površine, protok materijala kroz kućište bubnja, karakteristike vibracija i raspodjelu opterećenja rezanja na pojedinačne alate.
Alati su raspoređeni u spiralne redove oko oboda bubnja, s kutom spirale i razmakom između alata u svakom redu koji određuju rezni uzorak koji ostaje na izbrušenoj površini. Finiji razmak između alata — više alata po jedinici širine bubnja — proizvodi glatkiju teksturu glodane površine s manjim izbočinama između pojedinačnih rezova alata, što je važno kada će se glodana površina koristiti kao privremena radna površina prije ponovnog popločavanja ili kada je pravilnost površine kritična za naknadno prianjanje sloja popločavanja. Širi razmak alata proizvodi grublju teksturu koja generira agresivnije uklanjanje materijala po alatu i smanjuje potrebnu snagu po jedinici površine, što može biti prednost u operacijama dubokog glodanja gdje je produktivnost prioritet nad kvalitetom završne obrade površine.
Kutna orijentacija svakog držača alata na bubnju - i radijalni kut (koliko se alat naginje prema naprijed u smjeru rotacije) i bočni kut (bočni nagib osi alata u odnosu na os bubnja) - kontrolira kako vrh karbida zahvaća kolnik, kako se raspodjeljuju sile rezanja i kako se mljeveni materijal usmjerava u transportni sustav. Preciznost u projektiranju konfiguracije bubnja jedna je od ključnih razlika između visokoučinkovitih glodalica vodećih proizvođača i alternativa niže kvalitete koje mogu postići prihvatljive stope skidanja materijala, ali proizvode lošiju teksturu površine, veće stope trošenja alata i veće vibracije stroja.
Vrste alata za glodanje cesta od volfram karbida i njihove posebne primjene
Tržište alata za glodanje cesta nudi nekoliko različitih vrsta alata optimiziranih za različite materijale kolnika, dubine glodanja, veličine stroja i prioritete izvedbe. Odabir ispravne vrste alata za određenu primjenu jedna je od najutjecajnijih odluka u upravljanju troškovima i produktivnošću alata za glodanje.
| Vrsta alata | Geometrija karbidnog vrha | Najbolja aplikacija | Ključna prednost |
| Standardni konusni pijuk | Šiljasti stožac, srednji radijus vrha | Generalno glodanje asfalta, uklanjanje površinskog sloja | Svestran, isplativ, široko dostupan |
| Balistički vrh | Zaobljeni balistički profil, veći radijus vrha | Tvrdi agregati asfalta, abrazivni materijali za kolnike | Vrhunska otpornost na habanje u visoko abrazivnim uvjetima |
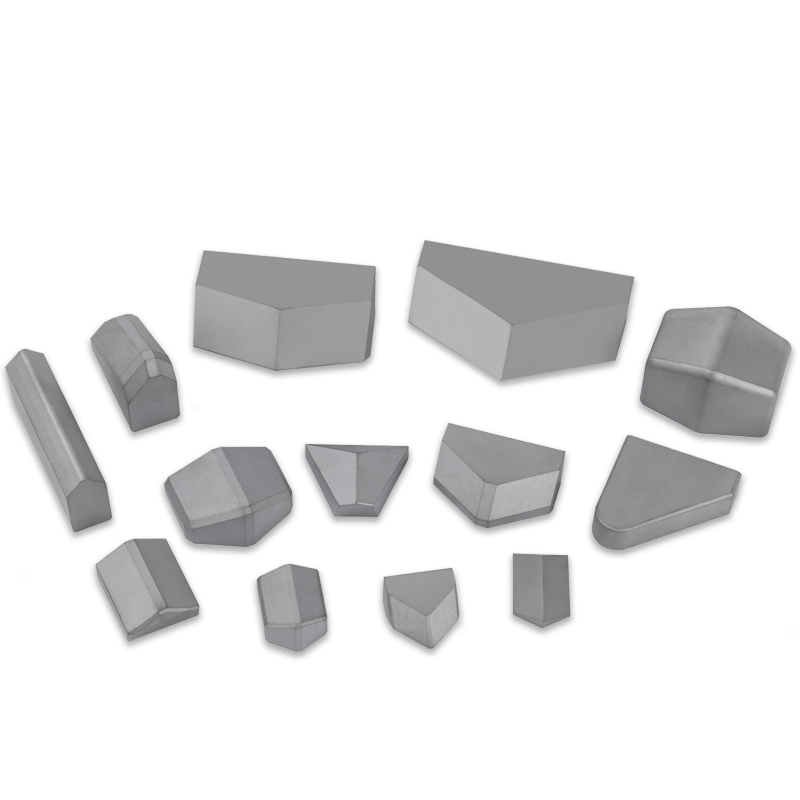
| Trzalica s ravnom površinom ili dlijetom | Ravno ili blago zakrivljeno lice | Fino glodanje, profiliranje površine, brušenje traka | Proizvodi glatku teksturu površine, preciznu kontrolu dubine |
| Pijuk za glodanje betona | Ekstra debeli vrh, ojačano tijelo | Uklanjanje betonskog kolnika od portland cementa | Visoka udarna žilavost za ponašanje betona pri krtom lomu |
| Ekonomski/standardni stupanj | Standardna geometrija, niža klasa karbida | Niskoabrazivni asfalt, kratko trajanje projekta | Niži početni trošak gdje vijek trajanja alata nije primarni pokretač |
| Premium / produljeni vijek trajanja | Optimizirana geometrija, visokokvalitetni karbid, ojačano tijelo | Visokoproizvodno glodanje, abrazivno ili varijabilno pločnike | Maksimalni vijek trajanja alata, najniža cijena po kvadratnom metru tijekom cijelog projekta |
Čimbenici koji određuju koliko će glodala od karbida trajati na terenu
Trajnost alata je metrika koja najizravnije određuje ekonomičnost rada projekta glodanja cesta. Broj četvornih metara kolnika koji se mogu izglodati po setu alata uvelike varira — od nekoliko tisuća četvornih metara u najzahtjevnijim uvjetima do desetaka tisuća četvornih metara u povoljnim uvjetima — a razumijevanje varijabli koje pokreću ovu varijaciju pomaže operaterima i voditeljima projekata da donesu bolje odluke o odabiru alata, postavkama stroja i radnoj praksi.

Tvrdoća materijala za kolnik i vrsta agregata
Jedini najutjecajniji čimbenik u vijeku trajanja alata za glodanje od tvrdog metala je tvrdoća i abrazivnost materijala kolnika koji se reže. Asfaltni kolnici koji sadrže tvrde magmatske agregate kao što su kvarcit, granit ili bazalt znatno su abrazivniji od onih koji koriste mekše agregate od vapnenca ili pješčenjaka, a stope trošenja alata mogu biti dva do četiri puta veće u istim uvjetima mljevenja. Armirani beton je najzahtjevniji materijal — kombinacija tvrdog agregata, cementne paste i čelične armature stvara ekstremno habanje i udarno opterećenje koje ograničava vijek trajanja alata na mali dio onoga što je moguće postići u asfaltu. Razumijevanje geologije agregata kolnika koji se gloda prije početka posla važan je ulaz za realno predviđanje potrošnje alata.
Dubina glodanja i radni parametri stroja
Dublji rezovi glodanjem povećavaju opterećenje po alatu, toplinu koja se stvara na sučelju rezanja i volumen materijala koji svaki alat mora obraditi po jedinici vremena, a sve to ubrzava trošenje. Rad glodalice pri brzinama prema naprijed većim od odgovarajućih za dubinu glodanja i tvrdoću kolnika povećava opterećenje strugotine na svakom alatu i može uzrokovati lom vrha karbida umjesto postupnog abrazivnog trošenja — mnogo destruktivniji način kvara. Brzina rotacije bubnja također je važna: pokretanje bubnja brže nego što je potrebno za materijal povećava učestalost udara bez poboljšanja produktivnosti i podiže temperaturu vrha, što smanjuje tvrdoću karbida i ubrzava trošenje. Optimiziranje kombinacije brzine naprijed, dubine glodanja i brzine rotacije bubnja za određeni materijal kolnika jedna je od najučinkovitijih poluga za produljenje vijeka trajanja alata bez ugrožavanja stope proizvodnje.
Performanse sustava za raspršivanje vode
Cestovne glodalice opremljene su sustavom raspršivanja vode koji usmjerava vodu na bubanj i alate tijekom rada. Ovaj sustav služi dvije ključne funkcije: hlađenje karbidnih vrhova kako bi se spriječio gubitak tvrdoće i toplinsko pucanje uzrokovano toplinom i suzbijanje oblaka prašine koji nastaje procesom mljevenja. Sustav raspršivanja vode koji ispravno funkcionira s odgovarajućom brzinom protoka i ispravnim položajem mlaznice za svaki red alata može produžiti vijek trajanja alata od tvrdog metala za 20–40% u usporedbi s radom bez vode ili sa sustavom raspršivanja koji se loše održava. Blokirane ili neusklađene mlaznice za raspršivanje čest su uzrok preranog trošenja alata koji se lako previdi, a provjera sustava za raspršivanje na početku svake smjene trebala bi biti standardni dio podešavanja stroja.
Praćenje rotacije alata i istrošenosti
Glodalice od volfram-karbida dizajnirane su da se slobodno okreću unutar svojih držača tijekom rada, ravnomjerno raspoređujući trošenje po obodu karbidnog vrha. Alat koji se ne može okretati - jer mu je provrt držača istrošen, zaprljan krhotinama ili je drška alata korodirala - troši se asimetrično, razvijajući ravnu točku na jednoj strani vrha koja dramatično smanjuje njegovu učinkovitost rezanja i vijek trajanja. Redovita provjera rotacije alata tijekom rada, podmazivanje drški alata tijekom zamjene i zamjena istrošenih držača prije nego prouzrokuju ograničenje rotacije alata bitne su prakse za maksimiziranje povrata ulaganja u vrhunske vrste alata od tvrdog metala.
Kako pregledati, zamijeniti i upravljati alatima za glodanje od volframovog karbida na poslu
Učinkovito upravljanje alatima na terenu zahtijeva sustavan pristup inspekciji, planiranju zamjene i vođenju evidencije koji nadilazi jednostavnu zamjenu alata kada vidljivo pokvare. Program proaktivnog upravljanja alatima smanjuje neplanirane zastoje, poboljšava konzistentnost kvalitete površine i smanjuje ukupne troškove alata po projektu ranim otkrivanjem uzoraka trošenja i rješavanjem njihovih temeljnih uzroka prije nego što eskaliraju.
- Uspostavite redoviti interval pregleda: Provjerite puni bubanj u definiranom intervalu — obično svaka 2-4 sata rada mljevenja, ovisno o uvjetima — umjesto da čekate da se pojave vidljivi problemi. Trošenjem alata u ranoj fazi puno je lakše i jeftinije upravljati nego katastrofalnim kvarom alata koji oštećuje držače i komponente bubnja. Upotrijebite baterijsku svjetiljku i zrcalo da pregledate donju stranu bubnja dok je nepomičan dok je stroj sigurno isključen i zaključan.
- Zamijenite alate u grupama, a ne pojedinačno: Kada više alata u nizu ili dijelu pokaže značajnu istrošenost, zamijenite cijelu grupu umjesto samo najistrošenijih pojedinačnih alata. Kompleti alata za mješovitu habanje stvaraju neravnomjernu raspodjelu opterećenja po bubnju, preopterećujući novije alate koji su pored jako istrošenih i ubrzavaju njihovo trošenje. Zamjena alata u sustavnim skupinama održava dosljedan profil trošenja na bubnju.
- Pregledajte držače svaki put kada promijenite alat: Izmjerite promjer provrta držača mjeračem ili provjerite ima li vidljive ovalne istrošenosti, pukotina ili promjene boje nakon zagrijavanja svaki put kada se alat ukloni. Provrt držača koji je previše istrošen - obično više od 0,5 mm iznad nominalnog promjera provrta - neće ispravno zadržati novi dršku alata, sprječavajući rotaciju alata i uzrokujući prerano trošenje zamjenskog alata. Zamijenite istrošene držače odmah umjesto da ih ponovno koristite.
- Zabilježite potrošnju alata prema položaju bubnja: Praćenje koji položaji na bubnju najbrže troše alate otkriva sustavne obrasce trošenja koji ukazuju na specifične operativne probleme — neadekvatna pokrivenost prskanjem vode na određenim redovima, neusklađenost držača u dijelu bubnja ili uvjeti kolnika koji su posebno agresivni u određenim područjima reza. Ovi podaci su od neprocjenjive vrijednosti za dijagnosticiranje i ispravljanje uzroka problema trošenja, a ne za jednostavnu reaktivnu zamjenu alata.
- Koristite ispravne alate za vađenje i ugradnju alata: Korištenje improviziranih ili neispravnih izbijača i alata za ugradnju za uklanjanje i postavljanje trzalica za glodanje oštećuje drške alata, provrte držača i pričvrsne opružne kopče, uzrokujući probleme s pristajanjem koji utječu i na sigurnost zadržavanja alata i na performanse rotacije. Uvijek koristite alate za vađenje i ugradnju koje je odredio proizvođač i obučite svo terensko osoblje o ispravnom postupku prije nego što im dopustite da obavljaju održavanje bubnja.
- Ispravno pohranite rezervne alate i držače: Volframov karbid je krhak i može se okrhnuti ili napuknuti ako se alati labavo bace u metalni spremnik gdje se sudaraju tijekom transporta. Spremite rezervne alate u podijeljene ladice ili držače u obliku cijevi koji sprječavaju kontakt između pojedinačnih karbidnih vrhova. Držite skladište na suhom kako biste spriječili koroziju drške koja otežava rotaciju i otežava buduće vađenje alata.
OEM u odnosu na naknadno prodane alate za glodanje od tvrdog metala: Kako procijeniti stvarnu razliku u cijeni
Jedna od najčešćih odluka o kupnji s kojom se susreću izvođači radova na glodanju cesta jest hoće li koristiti alate za glodanje od volfram karbida proizvođača originalne opreme (OEM) ili alternativne alternative dobavljača treće strane. Razlika u cijeni između OEM i aftermarket karbidnih glodalica za ceste može biti značajna - aftermarket alati su često 30-60% jeftiniji po jedinici od OEM ekvivalenata - ali relevantna usporedba nije jedinična cijena nego trošak po kvadratnom metru glodanog kolnika, koji ovisi o životnom vijeku alata, stopi kvarova i bilo kakvim daljnjim troškovima zbog oštećenja držača ili problema s kvalitetom površine.
Vrhunski OEM alati za glodanje od tvrdog metala proizvođača kao što su Wirtgen, Kennametal, Element Six i Betek dizajnirani su i testirani posebno za konfiguracije bubnja i radne uvjete strojeva s kojima se isporučuju. Koriste točno određene kvalitete tvrdog metala, optimizirane geometrije vrhova i kontroliranu toplinsku obradu tijela alata koji su validirani za isporuku definiranih ciljeva vijeka trajanja alata u određenim uvjetima. Tolerancije stupnja tvrdog metala i geometrije vrha u vrhunskim OEM alatima su strože od mnogih jeftinijih alternativnih proizvoda, a ta se dosljednost odražava u predvidljivijem vijeku trajanja alata i nižim stopama kvarova u radu.
Renomirani dobavljači alata za glodanje od tvrdog metala koji ulažu u metaluršku kontrolu kvalitete, koriste ekvivalentne vrste tvrdog metala i proizvode prema tolerancijama dimenzija kompatibilnim sa sustavima ciljanog držača mogu ponuditi istinsku vrijednost. Rizik leži u alatima niže kvalitete za naknadno tržište koji koriste inferiorne vrste karbida s grubljom strukturom zrna i nedosljednim sadržajem kobalta, loše kontrolirano tvrdo lemljenje vrha na tijelo koje dovodi do preranog gubitka vrha ili tolerancije dimenzija koje rezultiraju lošim pristajanjem u držač i ograničenom rotacijom alata. Ocjenjivanje naknadnih alata zahtijeva izvođenje kontroliranih terenskih ispitivanja koja uspoređuju ukupnu cijenu po kvadratnom metru — uzimajući u obzir stopu potrošnje alata, istrošenost držača i sve probleme s kvalitetom — umjesto jednostavne usporedbe nabavne cijene po alatu. Alat koji košta 40% manje, ali se troši dvostruko brže, ne donosi uštedu troškova i može dovesti do dodatnih troškova kroz povećano trošenje držača i zastoja bubnja.
Specifikacije alata od tvrdog metala odgovaraju uobičajenim primjenama glodanja cesta
Različite primjene glodanja cesta postavljaju bitno različite zahtjeve na alate za glodanje od volfram karbida, a korištenje alata opće namjene u svim primjenama rijetko je najisplativiji pristup. Usklađivanje specifikacije alata s vrstom primjene jednostavan je način poboljšanja ekonomičnosti alata bez promjene opsega nabave ili pregovaranja o boljim cijenama.
- Uklanjanje površinskog sloja (0–40 mm dubine) na gradskim cestama: Ovo je najveća primjena za izvođače glodanja cesta i uključuje relativno plitko rezanje standardnog asfalta pri umjerenim brzinama stroja. Standardni konusni karbidni trzači od tvrdog metala srednje kvalitete su odgovarajući izbor. Prioritet je dosljedan vijek trajanja alata i kvaliteta površine, a ne ekstremna otpornost na habanje, a standardne kvalitete obično daju najbolju cijenu po kvadratnom metru u ovim predvidljivim uvjetima.
- Duboko glodanje i obnavljanje pune dubine (40–300 mm): Operacije dubokog glodanja izlažu alate znatno većim opterećenjima i temperaturama od površinskog glodanja, a veći komadi mljevenog materijala koji nastaju u dubini stvaraju veća udarna opterećenja na pojedinačne alate. Vrhunski karbidni trnovi s ojačanim tijelima i većim sadržajem kobalta za poboljšanu udarnu žilavost ovdje su bolji izbor, iako je jedinični trošak viši, jer poboljšana žilavost pod velikim udarnim opterećenjem sprječava lomove vrhova koji standardne alate čine neekonomičnim u primjenama dubokog glodanja.
- Glodanje za autoceste i aerodrome s tvrdim agregatom: Kolnici autocesta s velikim prometom često koriste kvarcitni ili granitni agregat koji stvara ekstremnu abraziju na vrhovima alata od tvrdog metala. Trpalice s balističkim vrhom s finozrnatim karbidnim stupnjevima s niskim sadržajem kobalta posebno formulirane za maksimalnu otpornost na habanje u uvjetima visoke abrazije dosljedno će nadmašivati standardne trzalice u ovim primjenama, isporučujući znatno više kvadratnih metara po alatu unatoč višoj jediničnoj cijeni.
- Glodanje i gredanje betonskih kolnika: Glodanje betona od portland cementa najzahtjevnija je primjena alata za glodanje cesta od karbida. Ekstremna tvrdoća agregata za beton, u kombinaciji s krhkim ponašanjem betona pri lomu koji stvara velike nepravilne komade materijala i velika udarna opterećenja na alate, zahtijeva namjenske trzaljke za glodanje betona s posebno debelim vrhovima od karbida, ojačanim čeličnim tijelima i klasama karbida optimiziranim za žilavost u odnosu na čistu tvrdoću. Korištenje trzalica za glodanje asfalta u betonu lažna je ekonomija — stopa kvarova i potrošnja alata daleko će premašiti razliku u cijeni između alata opće namjene i alata za beton.
Naši proizvodi //
Srodni proizvodi



Ako ste zainteresirani za naše proizvode, obratite nam se
